Al2O3 泡沫陶瓷具有低密度、低熱導(dǎo)率、低介電常數(shù)及高比表面積等優(yōu)異特性, 在高溫氣體凈化、金屬熔體過濾以及高溫隔熱材料等領(lǐng)域有著廣闊的應(yīng)用前景。機械發(fā)泡結(jié)合注凝成型是一種直接發(fā)泡方法, 易操作、工藝簡單且污染少, 可以批量制備大尺寸樣品。但是早期的注凝成型技術(shù)存在著添加劑種類多、單體有毒、氧阻聚以及工藝復(fù)雜等問題。最近, Yang 等開發(fā)了一種新的注凝體系, 該體系只需添加一種水溶性共聚物(異丁烯和馬來酸酐按 1: 1 共聚而成, 簡稱 PIBM), 用量少, 能在常溫下凝膠成型, 而且已應(yīng)用于多種材料的注凝成型。利用該注凝體系并結(jié)合機械發(fā)泡工藝, Yang 等以陰離子表面活性劑十二烷基硫酸三乙醇胺(EMAL TD)為發(fā)泡劑制備了高氣孔率的 Al2O3 泡沫陶瓷。但是, 氣孔率為 87%的樣品發(fā)生了孔壁塌陷現(xiàn)象, 這可能是由于該注凝體系固化速度慢, 造成了氣泡破裂。據(jù)報道, 兩種不同類型的表面活性劑配合使用, 可以提高漿料的發(fā)泡能力, 并且有助于穩(wěn)定泡沫。另外, 根據(jù)環(huán)氧樹脂與羧酸發(fā)生化學(xué)反應(yīng)生成酯的原理, 在 PIBM 注凝體系中加入環(huán)氧樹脂, 有望加快凝膠固化速度, 穩(wěn)定泡沫, 從而改善泡沫陶瓷的微觀結(jié)構(gòu)。本工作采用 PIBM 新型凝膠體系結(jié)合機械發(fā)泡工藝, 以兩種表面活性劑為發(fā)泡劑制備高氣孔率 Al2O3 泡沫陶瓷。研究環(huán)氧樹脂對 PIBM 注凝體系凝膠過程以及泡沫陶瓷的性能和微觀結(jié)構(gòu)的影響, 以期獲得結(jié)構(gòu)均勻和性能優(yōu)異的 Al2O3 泡沫陶瓷。
1 實驗方法
1.1 實驗原料純度為 99.5%的氧化鋁粉體(AES-11, d50= 0.45 μm, Sumitomo, Osaka, Japan); PIBM(分子量為 55000~65000, Kuraray, Osaka, Japan); EMAL TD (C12H25OSO3H·N(C2H4OH)3, 40vol% 水溶液 , Kao Chemical Co. Tokyo, Japan); AMPHITOL 24B (C16H33NO2, Kao Chemical Co. Tokyo, Japan); DE211 環(huán)氧樹脂(乙二醇縮水甘油醚, HanjinChemtech CO., South Korea)。 1.2 實驗過程稱取 0.3 g PIBM 溶于 25 mL 去離子水中, 添加 100 g Al2O3 粉體, 配制固含量為 50vol%、PIBM 添加量為 0.3wt%的漿料, 以 250 r/min 速度球磨 2 h ; 然后, 向漿料中加入表面活性劑(EMAL TD 和 AMPHITOL 24B), 再添加 DE211 環(huán)氧樹脂, 進行機械攪拌發(fā)泡; 將所得泡沫漿料注入模具中成型, 室溫放置 24 h 后脫模, 在 60℃下干燥 10 h; 最后, 對干燥后的坯體進行無壓燒結(jié)(1500℃, 3 h)。 1.3 分析測試利用泡沫陶瓷質(zhì)量與體積之比計算樣品的密度; 根據(jù)泡沫陶瓷密度與致密陶瓷理論密度之比計算相對密度?相對, 進而得到樣品的氣孔率P孔(P孔=1–?相對); 采 用 Instron-5566 萬能材料試驗機 ( 加載速度 : 1.5 MPa/s, 樣品尺寸: 20 mm×20 mm×20 mm)測試樣品的抗壓強度; 采用日本JSMJEOL-6390 型掃描電子顯微鏡(SEM)觀察樣品的微觀結(jié)構(gòu)。
2 結(jié)果和討論
2.1 EMAL TD 和 AMPHITOL 24B 發(fā)泡制備氧化鋁泡沫陶瓷如圖 1 所示, 當固定 EMAL TD 含量為 0.8vol% 時, 隨著 AMPHITOL 24B 含量的增加, 氣孔率先增加后下降。當AMPHITOL 24B含量為0.5vol%時, 氣孔率達到 92.4%。可見, 以 EMAL TD 和 AMPHITOL 24B 為發(fā)泡劑, 經(jīng)過機械發(fā)泡和注凝成型技術(shù), 能夠制備出高氣孔率的氧化鋁泡沫陶瓷。當 EMAL TD 和 AMPHITOL 24B 添加量分別為 0.8vol% 和 0.5vol%時, 泡沫陶瓷的氣孔率達到最大。 2.2 DE211 環(huán)氧樹脂對氧化鋁泡沫陶瓷性能和微觀結(jié)構(gòu)的影響依據(jù)上述研究結(jié)果, 配制固含量為 50vol%的漿料, 并且發(fā)泡劑的用量固定為 0.8vol%EMAL TD 和 0.5vol%AMPHITOL 24B。在漿料發(fā)泡之前分別添加 0.1wt%、0.3wt%和 0.5wt%DE211 環(huán)氧樹脂, 制備泡沫陶瓷。圖 2 為 DE211 環(huán)氧樹脂添加量對泡沫陶瓷氣孔率和抗壓強度的影響。
從圖 2 可知, 隨著 DE211 環(huán)氧樹脂添加量的增加, 泡沫陶瓷氣孔率呈下降趨勢, 抗壓強度呈增加趨勢。未加 DE211 時, 泡沫陶瓷的氣孔率為 92.4%, 抗壓強度為 0.5 MPa; 當 DE211 添加量為 0.3wt%時, 氣孔率降為 91.1%, 抗壓強度接近 3 MPa。
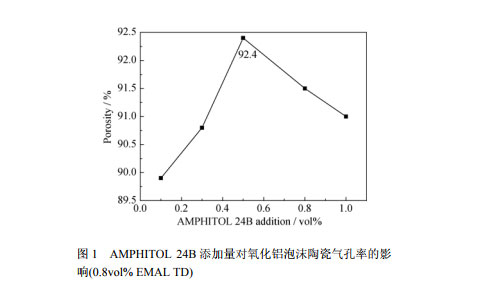
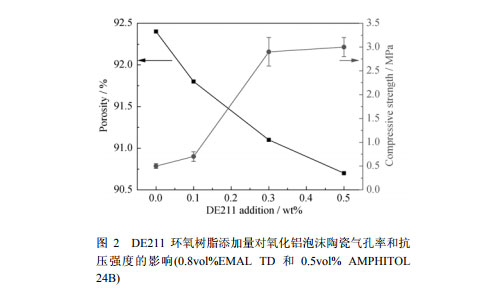
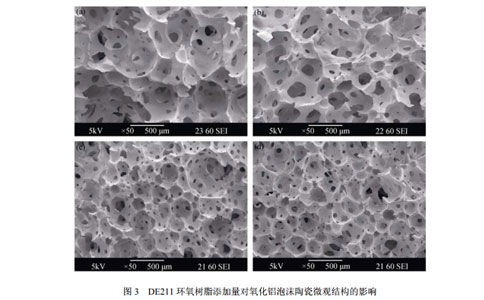
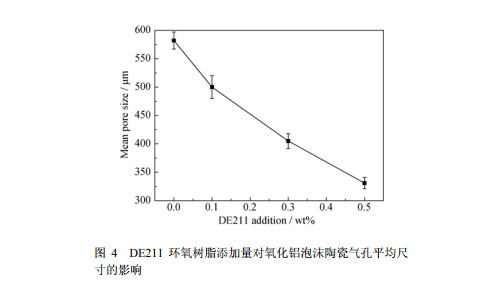
圖 3 為 DE211 環(huán)氧樹脂添加量對泡沫陶瓷微觀結(jié)構(gòu)的影響, 圖 4 為 DE211 環(huán)氧樹脂添加量對氧化鋁泡沫陶瓷氣孔平均尺寸的影響。從圖 3 可以看出, 未加入 DE211 環(huán)氧樹脂時, 樣品氣孔尺寸大, 分布不均, 結(jié)構(gòu)出現(xiàn)坍塌, 孔壁缺陷多(圖 3(a)); 隨著 DE211 環(huán)氧樹脂添加量的增加, 尺寸分布趨于均勻, 孔壁塌陷現(xiàn)象消失, 結(jié)構(gòu)完整性增加。同時, 氣孔平均尺寸從 582 μm 降至 331 μm(圖 4)。
由于 DE211 環(huán)氧樹脂的環(huán)氧基能夠與 PIBM 的酸酐發(fā)生反應(yīng)生成酯, 加快凝膠固化過程, 降低小氣孔合并成大氣孔和結(jié)構(gòu)塌陷的可能性, 從而改善了樣品的微觀結(jié)構(gòu)。另外, DE211 樹脂的環(huán)氧基還能與 EMAL TD 和 AMPHITOL 24B 發(fā)生反應(yīng), 在一定程度上降低表面活性劑的發(fā)泡能力, 降低漿料的發(fā)泡率, 使得泡沫陶瓷氣孔率有所降低。添加 0.5wt%DE211 環(huán)氧樹脂的泡沫陶瓷, 氣孔率達到 90.7%, 且微觀結(jié)構(gòu)完整, 沒有結(jié)構(gòu)孔壁的塌陷。與 Yang 等[16]的研究結(jié)果(氣孔率為 87%時即出現(xiàn)結(jié)構(gòu)塌陷)相比, 本研究制備的泡沫陶瓷氣孔率和結(jié)構(gòu)完整性均得到了提高。
3 結(jié)論
1) EMAL TD 和 AMPHITOL 24B 添加量分別為 0.8vol%和 0.5vol%時, 氧化鋁泡沫陶瓷的氣孔率達到 92.4%。 2) DE211 環(huán)氧樹脂的添加, 使得泡沫陶瓷的氣孔率略微降低, 但抗壓強度顯著提高, 結(jié)構(gòu)塌陷少, 孔壁完整性增加, 氣孔平均尺寸下降。 3) DE211 樹脂的環(huán)氧基與 PIBM 中的酸酐發(fā)生反應(yīng), 導(dǎo)致漿料的凝膠固化速度加快, 有效解決了小氣泡合并和結(jié)構(gòu)塌陷的問題。










